





Les exigences de conception d'une usine de production d'alkylglycosides basée sur la synthèse de Fisher dépendent largement du type de glucide utilisé et de la longueur de la chaîne alcoolique. La production d'alkylglycosides hydrosolubles à base d'octanol/décanol et de dodécanol/tétradécanol a été introduite pour la première fois. Les alkylpolyglycosides qui, pour un DP donné, sont insolubles dans l'eau en raison de l'alcool utilisé (nombre d'atomes de carbone dans la chaîne alkyle ≥ 16) sont traités séparément.
Dans les conditions de synthèse d'alkyl polyglucosides catalysée par un acide, des produits secondaires tels que l'éther de polyglucose et des impuretés colorées sont générés. Le polyglucose est une substance amorphe formée par polymérisation glycosylée au cours du processus de synthèse. Le type et la concentration de la réaction secondaire dépendent des paramètres du processus, tels que la température, la pression, le temps de réaction, le catalyseur, etc. L'un des problèmes résolus par le développement de la production industrielle d'alkyl polyglycosides ces dernières années est de minimiser la formation de produits secondaires liés à la synthèse.
En général, les glycosides d'alkyle à chaîne courte (C8/10-OH) et à faible DP (surdosage important en alcool) présentent les problèmes de production les plus faibles. En phase réactionnelle, l'augmentation de l'excès d'alcool entraîne une diminution de la production de produits secondaires. Le stress thermique est ainsi réduit et l'excès d'alcool est éliminé lors de la formation des produits de pyrolyse.
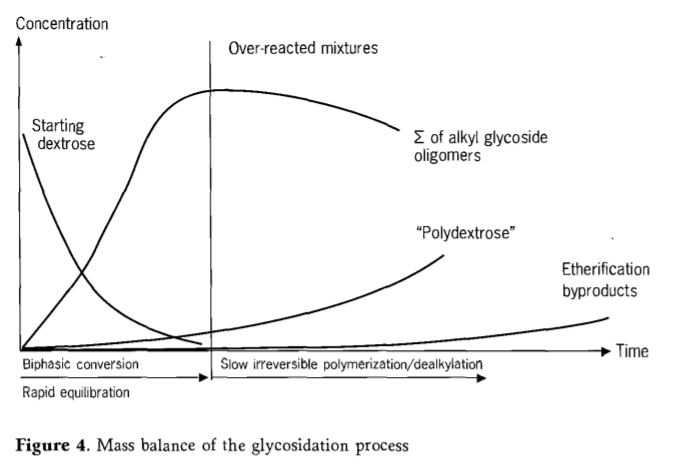
La glycosidation de Fisher peut être décrite comme un processus dans lequel le glucose réagit relativement rapidement dans la première étape et l'équilibre des oligomères est atteint. Cette étape est suivie d'une lente dégradation des glycosides d'alkyle. Le processus de dégradation implique des étapes telles que la désalkylation et la polymérisation, qui, à des concentrations accrues, forment de manière irréversible un polyglucose thermodynamiquement plus stable. Le mélange réactionnel dépassant le temps de réaction optimal est appelé surréaction. Si la réaction est interrompue prématurément, le mélange réactionnel résultant contient de grandes quantités de glucose résiduel.
La perte de substances actives des alkylglucosides dans le mélange réactionnel est étroitement liée à la formation de polyglucose. En cas de réaction excessive, le mélange réactionnel redevient progressivement polyphasique par précipitation du polyglucose. Par conséquent, la qualité et le rendement du produit sont fortement affectés par le temps de fin de réaction. À partir du glucose solide, la teneur en alkylglucosides des produits secondaires est plus faible, ce qui permet d'éliminer par filtration les autres composants polaires (polyglucose) et les glucides restants du mélange réactionnel qui n'a jamais complètement réagi.
Dans le processus optimisé, la concentration du produit d'éthérification est relativement faible (en fonction de la température de réaction, du temps, du type de catalyseur et de la concentration, etc.).
La figure 4 montre le déroulement typique d’une réaction directe du dextrose et de l’alcool gras (C12/14-OH).
La température et la pression des paramètres de réaction sont étroitement liées l'une à l'autre dans la réaction de glycation de Fischer. Afin de produire des alkylpolyglycosides avec de faibles produits secondaires, la pression et la température doivent être adaptées l'une à l'autre et strictement contrôlées.
Les alkylpolyglycosides présentent une faible teneur en produits secondaires en raison des basses températures de réaction (< 100 °C) lors de l'acétalisation. Cependant, ces basses températures entraînent des temps de réaction relativement longs (selon la longueur de la chaîne de l'alcool) et un faible rendement spécifique du réacteur. Des températures de réaction relativement élevées (> 100 °C, généralement 110-120 °C) peuvent entraîner des changements de couleur des glucides. En éliminant du mélange réactionnel les produits de réaction à bas point d'ébullition (eau en synthèse directe, alcools à chaîne courte en transacétalisation), l'équilibre d'acétalisation se déplace vers le produit. Si une quantité d'eau relativement importante est produite par unité de temps, par exemple en raison de températures de réaction élevées, il est nécessaire de prendre des mesures pour éliminer efficacement cette eau du mélange réactionnel. Cela minimise les réactions secondaires (notamment la formation de polydextrose) qui se produisent en présence d'eau. L'efficacité d'évaporation d'une étape de réaction dépend non seulement de la pression, mais aussi de la surface d'évaporation, etc. Les pressions de réaction typiques dans les variantes de transacétalisation et de synthèse directe se situent entre 20 et 100 mbar.
Français Un autre facteur d'optimisation important est le développement de catalyseurs sélectifs dans le processus de glycosidation, inhibant ainsi, par exemple, la formation de polyglucose et l'éthérification. Comme déjà mentionné, l'acétal ou l'acétal inverse dans la synthèse de Fischer est catalysé par des acides. En principe, tout acide de force suffisante convient à cet effet, comme l'acide sulfurique, le p-toluène et l'acide alkylbenzènesulfonique et l'acide sulfonique succinique. La vitesse de réaction dépend de l'acidité et de la concentration de l'acide dans l'alcool. Les réactions secondaires qui peuvent également être catalysées par des acides (par exemple, la formation de polyglucose) se produisent principalement dans la phase polaire (traces d'eau) du mélange réactionnel, et les chaînes alkyles qui peuvent être réduites par l'utilisation d'acides hydrophobes (par exemple, l'acide alkylbenzènesulfonique) sont dissoutes principalement dans la phase moins polaire du mélange réactionnel.
Après la réaction, le catalyseur acide est neutralisé avec une base appropriée, telle que l'hydroxyde de sodium et l'oxyde de magnésium. Le mélange réactionnel neutralisé est une solution jaune pâle contenant 50 à 80 % d'alcools gras. La teneur élevée en alcools gras est due au rapport molaire glucides/alcools gras. Ce rapport est ajusté pour obtenir un DP spécifique aux alkylpolyglycosides industriels, généralement compris entre 1:2 et 1:6.
L'excès d'alcool gras est éliminé par distillation sous vide. Les conditions limites importantes sont les suivantes :
– La teneur résiduelle en alcool gras du produit doit être<1% parce que d'autres
la solubilité et l'odeur sont affectées négativement.
- Pour minimiser la formation de produits de pyrolyse indésirables ou de composants décolorants, la contrainte thermique et le temps de séjour du produit cible doivent être maintenus aussi bas que possible en fonction de la longueur de la chaîne de l'alcool.
- Aucun monoglycoside ne doit entrer dans le distillat car le distillat est recyclé dans la réaction sous forme d'alcool gras pur.
Dans le cas du dodécanol/tétradécanol, ces exigences sont utilisées pour éliminer les alcools gras excédentaires, ce qui est largement satisfaisant par distillation en plusieurs étapes. Il est important de noter qu'à mesure que la teneur en alcools gras diminue, la viscosité augmente considérablement. Ceci altère évidemment le transfert de chaleur et de masse lors de la phase finale de distillation.
Par conséquent, les évaporateurs à faible épaisseur ou à courte portée sont privilégiés. Dans ces évaporateurs, le film mécaniquement mobile offre une efficacité d'évaporation supérieure, un temps de séjour du produit plus court et un bon vide. Le produit final après distillation est un polyglycoside d'alkyle presque pur, qui s'accumule sous forme solide avec un point de fusion compris entre 70 et 150 °C. Les principales étapes de la synthèse d'alkyle sont résumées à la figure 5.
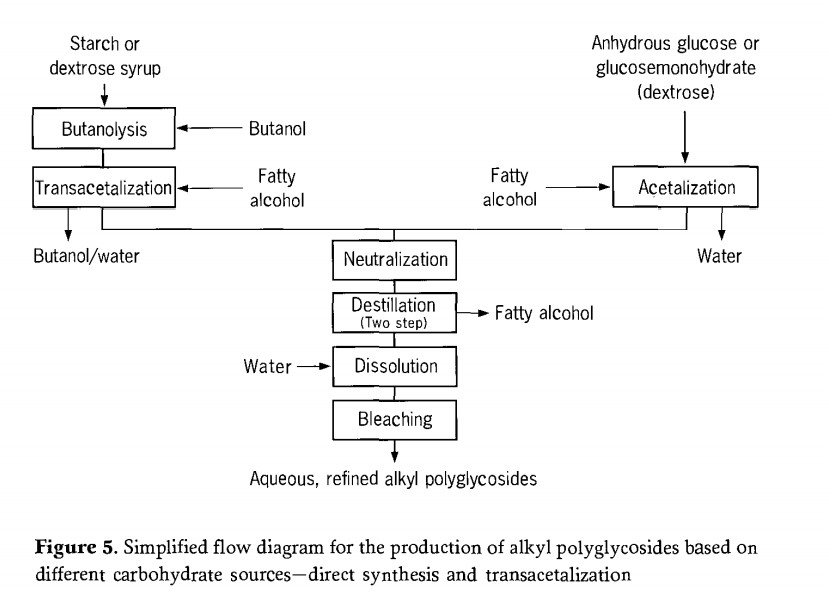
Selon le procédé de fabrication utilisé, un ou deux cycles d'alcool s'accumulent lors de la production d'alkylpolyglycosides ; les alcools gras excédentaires, tandis que les alcools à chaîne courte peuvent être presque entièrement récupérés. Ces alcools peuvent être réutilisés dans des réactions ultérieures. La nécessité d'une purification ou la fréquence de ces étapes dépend des impuretés accumulées dans l'alcool. Cela dépend en grande partie de la qualité des étapes précédentes du procédé (par exemple, réaction, élimination de l'alcool).
Après élimination de l'alcool gras, la substance active alkyl polyglycoside est directement dissoute dans l'eau, ce qui produit une pâte très visqueuse contenant 50 à 70 % d'alkyl polyglycoside. Lors des étapes de raffinage suivantes, cette pâte est transformée en un produit de qualité satisfaisante, conformément aux exigences de performance. Ces étapes de raffinage peuvent comprendre le blanchiment du produit, l'ajustement de ses caractéristiques, telles que le pH et la teneur en substance active, et la stabilisation microbienne. La littérature brevets présente de nombreux exemples de blanchiment réductif et oxydatif, ainsi que de procédés en deux étapes combinant blanchiment oxydatif et stabilisation réductrice. L'effort et donc le coût de ces étapes pour obtenir certaines caractéristiques de qualité, comme la couleur, dépendent des exigences de performance, des matières premières, du DP requis et de la qualité des étapes du procédé.
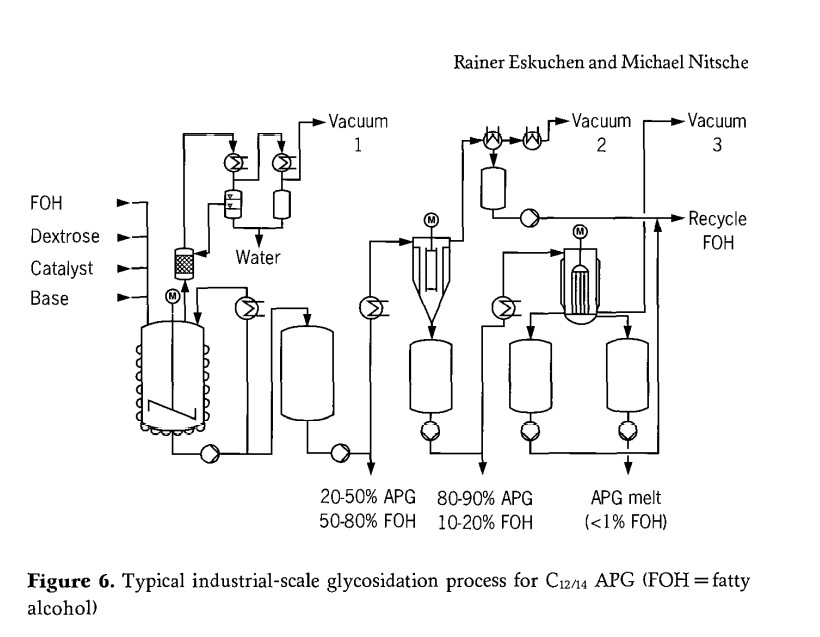
La figure 6 illustre un procédé de production industrielle d'alkylpolyglycosides à longue chaîne (C12/14 APG) par synthèse directe)
Date de publication : 13 octobre 2020